河南自來水加壓泵站橡膠法蘭軟接頭安裝標準
眾所周知,出產橡膠軟接頭(tóu)的原料是PP和(hé)PE。出產技術;進步打針壓力和保壓壓力,延伸打針時刻。關於高(gāo)流動性的塑料,高壓會引起飛邊和崩塌。恰當降低料溫、筒體前(qián)部和噴嘴的溫度(dù),以削減進入型腔(qiāng)的熔融料體積的變化,使其易於冷定型;關於高粘度塑料,應進步料筒溫度,以便於充模。
當澆口區域出現縮短時,應延伸保溫時刻。進步打針速度能夠很容易地填(tián)充零件並消除大部分(fèn)縮短。關於薄壁零件,應進步模具溫度,以確保資(zī)料流動順利;關於厚壁(bì)零(líng)件,應降低模具(jù)溫度,以加速表皮的固化(huà)。通過延伸零件在模具中的冷卻停留時刻(kè),堅持均勻的(de)出產周期,添加(jiā)背壓,並在螺杆前端保存必(bì)定的緩衝,能夠削減縮孔現象。低精度產品應及早出模,讓(ràng)其在(zài)空氣或熱水中慢慢冷卻,使縮短凹陷平緩而不影(yǐng)響使用。
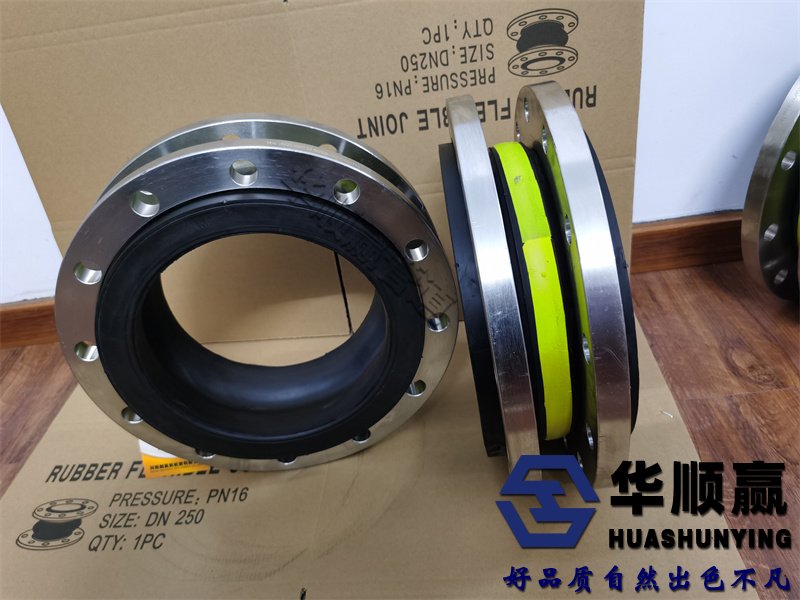
PP資料製成的橡膠接(jiē)頭在(zài)成型後,會因各種外界因素而縮短。假如在出產過程中采用恰(qià)當(dāng)的冷卻溫度和後處(chù)理工藝,能夠降低產(chǎn)品成型後的縮短率。橡膠接頭的安裝在以(yǐ)下幾點
1.橡膠接頭在(zài)安裝(zhuāng)時,嚴禁超位(wèi)移極限(xiàn)安裝。
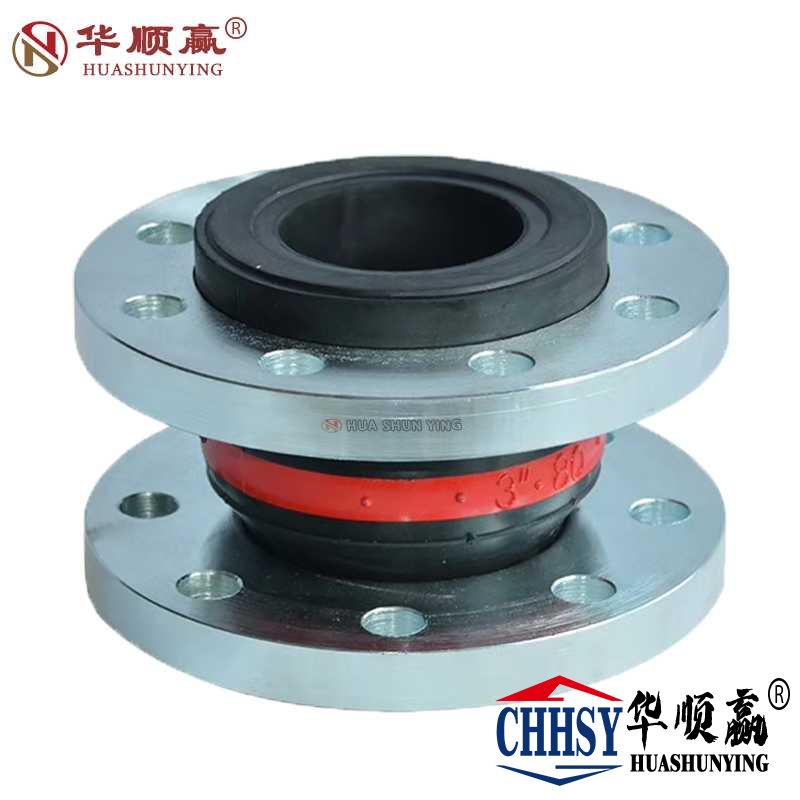
2.安(ān)裝螺栓要(yào)對(duì)稱,逐步加壓扭緊,以防局部泄漏。
3. 1.6MPa以上的工作壓力,安裝螺栓要有彈性壓墊,以防工作時螺(luó)栓(shuān)鬆動。
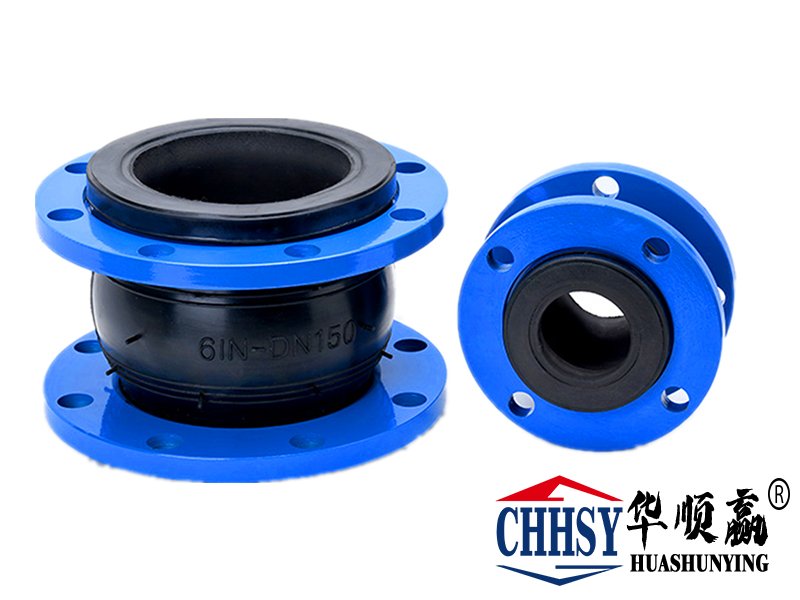
4.垂直安裝時接頭管道兩端應有垂向受力支承,可采(cǎi)取防拉脫裝置,以防止工作受壓拉脫。
5.橡膠(jiāo)軟接頭安裝部位應遠離熱源,臭(chòu)氧區域,嚴禁強(qiáng)輻射光(guāng)線暴曬和使用不符合本產品要求的介質。
6.橡膠軟接頭在運輸裝卸時嚴禁銳利器具劃破表麵,密封麵。